RTO催化燃烧装置是一种高效、环保的废气处理设备,广泛应用于工业废气治理领域。该装置通过催化燃烧的方式,将有机废气转化为无害的二氧化碳和水蒸气,从而实现对废气的有效治理。
一、RTO催化燃烧装置的工作原理
RTO催化燃烧装置的工作原理主要基于催化燃烧技术。催化燃烧是一种在催化剂的作用下,使有机废气在较低的温度下发生氧化反应的技术。与传统的燃烧技术相比,催化燃烧具有更高的能量利用率和更低的能耗。
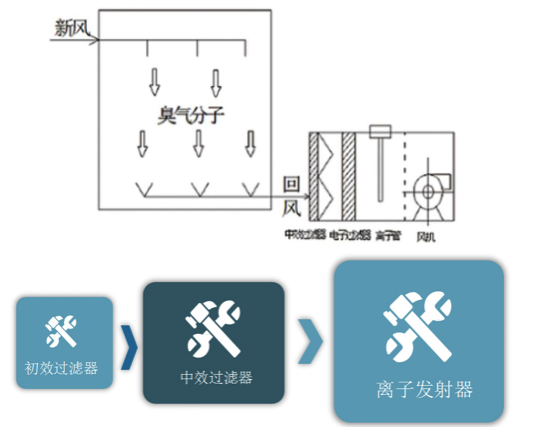
在RTO催化燃烧装置中,废气首先通过预热器进行预热,然后进入催化燃烧室。在催化燃烧室中,废气与催化剂接触并发生氧化反应,生成二氧化碳和水蒸气。催化燃烧产生的热量可以通过热回收系统回收利用,用于预热进入装置的废气,从而实现能量的高效利用。
二、RTO催化燃烧装置的特点
1. 高效净化:RTO催化燃烧装置能够将有机废气转化为无害的二氧化碳和水蒸气,净化效率高,可达99%以上。
2. 节能环保:催化燃烧技术具有较低的能耗和排放,有助于减少工业废气对环境的污染。
3. 稳定运行:催化燃烧装置运行稳定,能够适应不同浓度和成分的废气处理需求。
4. 热回收效率高:装置中的热回收系统能够充分利用催化燃烧产生的热量,提高能源利用效率。
5. 维护简便:催化燃烧装置结构简单,维护方便,降低了运营成本。
三、RTO催化燃烧装置的应用领域
RTO催化燃烧装置广泛应用于化工、印染、涂装、制药等行业的废气治理。这些行业产生的有机废气成分复杂、浓度波动大,传统的废气处理方法往往难以达到理想的治理效果。
四、RTO催化燃烧装置的发展趋势
随着环保政策的不断加严和废气治理技术的不断发展,RTO催化燃烧装置也在不断改进和优化。未来,该装置的发展趋势主要体现在以下几个方面:
1. 提高催化剂性能:催化剂是催化燃烧技术的核心,提高催化剂的活性、稳定性和寿命,将有助于提高装置的净化效率和使用寿命。
2. 优化热回收系统:通过改进热回收系统的结构和设计,提高热回收效率,进一步降低装置的能耗。
3. 智能化控制:引入智能化控制系统,实现对装置运行状态的实时监控和自动调节,提高装置的稳定性和可靠性。
4. 多元化应用领域:拓展RTO催化燃烧装置的应用领域,将其应用于更多行业和领域,以满足不断增长的废气治理需求。
总之,RTO催化燃烧装置作为一种高效、环保的废气处理设备,在工业废气治理领域具有广阔的应用前景和发展空间。随着技术的不断进步和环保政策的不断加严,该装置将不断优化和完善,为工业废气治理做出更大的贡献。




 服务热线:13209462458
0931-8256626
服务热线:13209462458
0931-8256626
 公司邮箱:13209462458@163.com
公司邮箱:13209462458@163.com
 公司地址:兰州新区三维集团一号楼五楼
公司地址:兰州新区三维集团一号楼五楼
 甘公网安备 62010202004163号
甘公网安备 62010202004163号
 扫一扫关注我们
扫一扫关注我们

 当前位置:
当前位置:
 热门推荐
热门推荐