**RCO催化燃烧设备:废气处理的高效之选**
随着工业化的快速发展,大量的有机废气排放对环境和人体健康造成了严重影响。为了解决这一问题,RCO催化燃烧设备作为一种高效、环保的废气处理设备,逐渐受到了广泛关注和应用。
RCO催化燃烧设备,简称RCO,是一种将低温催化氧化与蓄热技术相结合的有机废气处理设备。该设备在RTO蓄热式焚烧设备的基础上发展而来,通过在蓄热设备的蓄热陶瓷层上布置一层催化剂,使进入的废气在200℃-400℃的温度范围内进行催化燃烧,从而分解成二氧化碳和水,达到净化废气的目的。
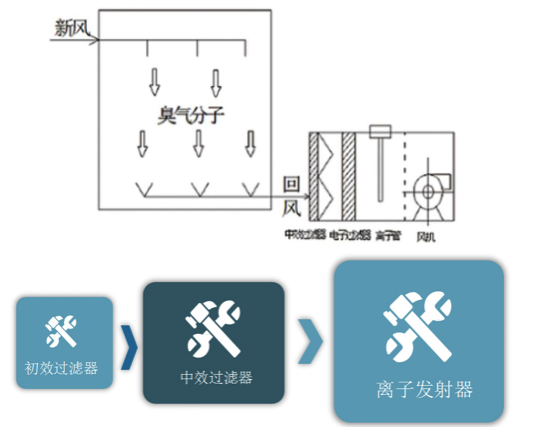
RCO催化燃烧设备的工作原理主要基于催化剂的作用。废气通过预处理后进入催化剂床,在催化剂的影响下,废气中的有害物质被氧化成无害物质,并释放热量。同时,这部分热量被蓄热材料吸收和保存。随着废气在催化剂床中的流动和化学反应的顺利进行,废气中的有害物质逐渐减少,而释放的热量则被蓄热材料持续吸收和储存。当需要达到一定的温度时,这些储存的热量可以被用来为工业生产提供所需的热能,或者转化为其他有用的能源形式。
RCO催化燃烧设备具有多种优势。首先,它能够有效地转化废气和废热,降低能耗和环境污染。其次,催化剂的应用加速了化学反应,提高了转化效率。同时,储热材料的使用进一步减少了能耗,实现了能源的合理利用。此外,RCO设备运行安全可靠,广泛应用于工业生产环境。
在应用领域方面,RCO催化燃烧设备具有广泛的适用性。无论是化工行业、汽车制造、机械制造、家电生产,还是食品加工等多个领域,只要有废气排放的需求,RCO设备都能提供高效的解决方案。特别是对于低浓度的有机废气(每立方500毫克以下的VOCs气体),RCO设备几乎可以满足所有的环保排放标准。
值得一提的是,RCO催化燃烧设备的废气净化率高达95%以上,且热回收率高。此外,该设备在低温下进行反应,避免了高温可能带来的安全隐患。同时,RCO设备还配备了阻火系统、报警装置等保护措施,确保了运行过程中的安全性。
在操作方面,RCO催化燃烧设备采用了自动化控制系统,使得操作简单方便。设备在运行过程中,一旦出现故障,系统会自动报警,提醒操作人员及时进行维修和处理。此外,由于催化剂的使用寿命长,且设备采用了高温不锈钢包边和防腐耐用的设计,使得设备的维护成本降低,同时也延长了设备的使用寿命。
在经济效益方面,RCO催化燃烧设备也表现出色。当有机废气达到一定浓度(如1000mg/m3以上)时,净化装置中的加热室无需进行辅助加热,从而节省了能源费用。此外,由于设备能够高效地将废气和废热转化为有用的能源形式,为企业带来了额外的经济效益。
综上所述,RCO催化燃烧设备作为一种高效、环保的废气处理设备,在多个领域都有着广泛的应用前景。其独特的催化燃烧技术和储热功能使得废气处理过程更加高效、节能和环保。随着环保要求的不断提高和工业生产的发展,RCO催化燃烧设备将在未来发挥更加重要的作用。




 服务热线:13209462458
0931-8256626
服务热线:13209462458
0931-8256626
 公司邮箱:13209462458@163.com
公司邮箱:13209462458@163.com
 公司地址:兰州新区三维集团一号楼五楼
公司地址:兰州新区三维集团一号楼五楼
 甘公网安备 62010202004163号
甘公网安备 62010202004163号
 扫一扫关注我们
扫一扫关注我们

 当前位置:
当前位置:
 热门推荐
热门推荐